Sixty-two percent of metal casting shipments in the world are made in China. Total metal casting shipments in China now are estimated at 32 million tons, which is 36% of the total world tonnage. Following are the factors driving the growth of the Chinese metal casting industry:
- Most metal casters pour multiple alloys;
- Quality control is weak;
- Environmental protection laws are not completely enforced;
- Productivity is relatively poor because of labor intensive cleaning of castings;
- Raw materials are plentiful;
- Coke is inferior but cheap
Many Indian foundries have had to compete with China and have lost the battle due to these factors that are really China specific. Apart from these factors, of late EPC – Expendable Pattern Casting or V-LFC – Vacuum Lost Foam Casting commonly known as lost foam has been a popular and upcoming foundry process in China. Although the Chinese foundry industry has implemented LFC extensively they really have not focused on the quality of the castings as much as they have concentrated on delivering volumes, resulting in inferior casting quality and castings which have earned the name “China-Like” castings.
So how does India compete with China? Everybody – especially the West – is addicted to how cheap China is. To understand the gravity of this situation one has to understand:
- When it comes to quality castings India is preferred over China and
- Chinese castings are cheaper than Indian castings not just because of the foundry process
Naturally the sections in the Indian foundry industry directly affected by the “China-Like” casting threat have arrived at a conclusion that the lost foam process is the process that gives China the edge and the key to competing with the Chinese Foundry Industry. Although the Lost Foam Process is the key foundry process that does make the difference the question really is whether adopting the Lost Foam Process offered by Chinese equipment manufacturer in totality the way ahead?
Before this question is addressed we have to first understand whether casting buyers from the west will accept “China-Like” casting quality from Indian foundry? It is a fact that a casting buyer from the West is prepared to buy substandard casting from China because of the tempting prices but when it comes to buying from India he expects quality castings but at the same prices offered by China. What options does Indian foundry have? Chinese lost foam or the indigenous developed foamcast®?
In this situation the logical approach would be to do what the Chinese are doing and if it is lost foam then let us adopt the process from China itself since it works there fine. Is this the right approach?
There are about half a dozen consultants and engineering companies in China that offer Turn-key Lost Foam Casting solutions. The only qualification these companies and consultants have is that their process is implemented at a Chinese foundry and that they can arrange a visit to that foundry. During such visits the process is displayed from a distance and there is no exchange of technical views either intentionally or due to the language handicap.
Now coming back to the question whether casting buyers from the west will accept “China-Like” casting quality from Indian foundry?
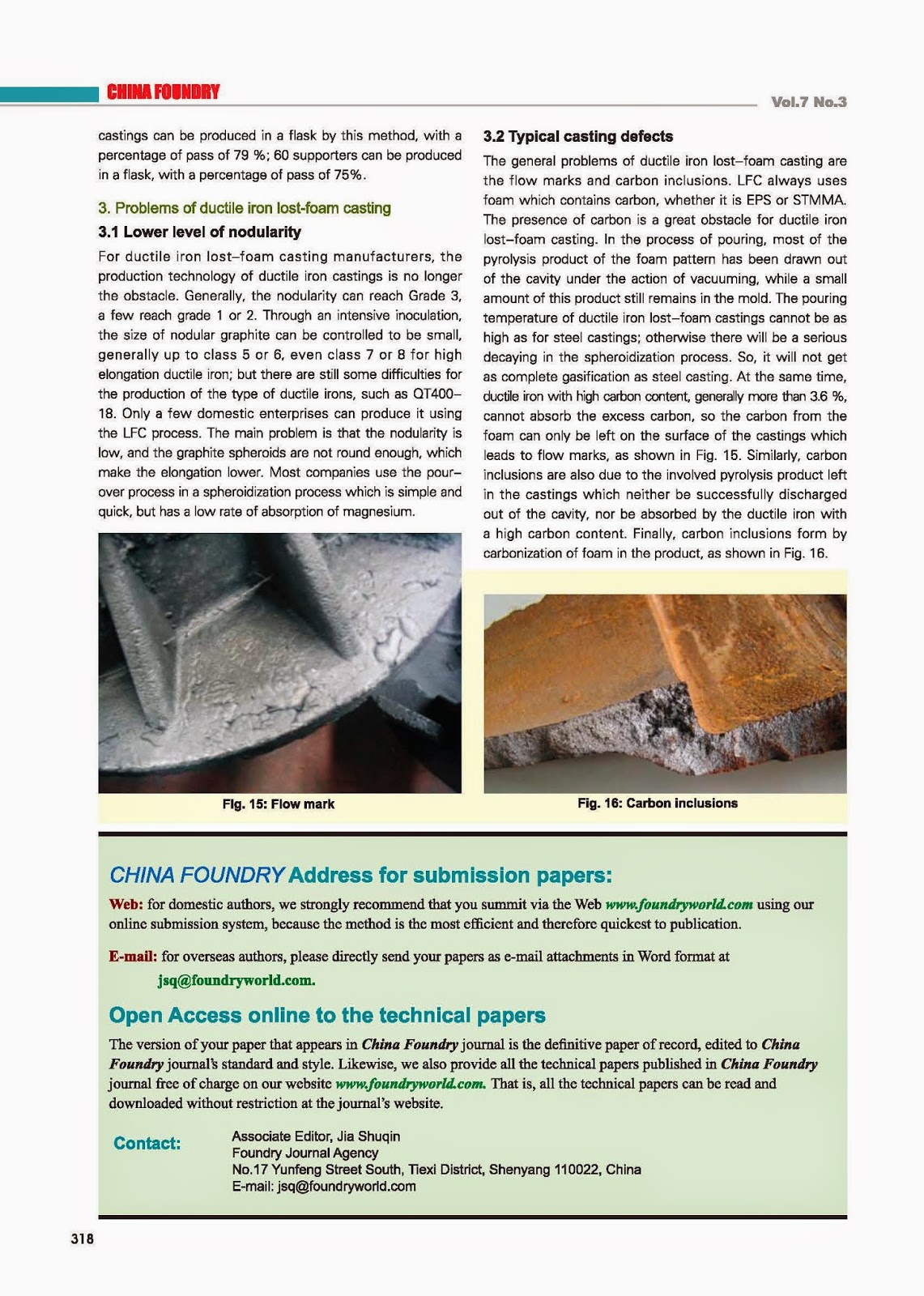
Let’s assume that the Lost Foam Castings manufactured in China are inferior. Typical inferiorities found in Chinese LFC parts are foam inclusions and lustrous carbon inclusions, which make the castings weak and porous especially if they have to be machined.
In this case if an Indian foundry employs the same lost foam process offered by the same Chinese equipment manufacturer that makes the inferior castings they would end up manufacturing inferior China-like castings in India too. Furthermore if the Chinese lost foam equipment manufacturer’s benchmark for quality is the inferior castings manufactured in China then there is no way the manufacturer can promise and deliver casting quality better than what is available in China.
Similarly let’s say that the LFC Castings manufactured in China are of good benchmark quality.
Therefore if an Indian foundry employs the same lost foam process offered by the same Chinese equipment manufacturer that makes the good benchmark quality castings they would be manufacturing similar good quality China-like castings in India too.
But here is the difference, regardless of casting quality good or bad, the lost foam process offered by the same Chinese equipment manufacturer that has supplied his equipment to a successful Chinese Lost Foam foundry heavily depends on raw materials and coatings manufactured in China which are not available in India. The success of Chinese LFC foundries hinges on availability of
- STMMA which is used for molding the foam patterns and is not manufactured in India and
- The refractory coating or as the Chinese call it “paint” required for Chinese lost foam is also not manufactured in India.
Both the “paint” and STMMA are byproducts of materials manufactured in bulk in China hence they are cost effective. These base products have not been developed in India hence developing a cost effective byproduct is not a viable proposition.
This brings us to square one that is; will an Indian Lost Foam foundry which employs a lost foam process offered by a Chinese equipment manufacturer be able to compete with a Chinese foundry? The answer is NO it cannot.
If Indian foundry has to import all critical raw materials and coatings from China, Indian foundry logically cannot compete with China. These materials are naturally more cost effective if purchased and consumed within China.
So does this mean Indian foundry cannot employ the lost foam process? The answer to this is the indigenous developed foamcast® process which utilizes materials that are available and are manufactured in India.
Unlike the Chinese Lost Foam Process which cannot be used for Stainless Steel, foamcast® is suitable for all ferrous and non-ferrous materials including Stainless Steel. Briefly here is why foamcast® is better:
- All materials used by foamcast are abundantly available in India
- Materials are cheaper hence the process cost is cheap
- Know-how for foamcast is indigenous
- There is no language barrier which is essential for interacting during technology transfer
Indian foundry should not shift focus from delivering quality castings just to compete with China. Good quality castings can be manufactured at Chinese prices by adopting the foamcast® process.